3. Procťdťs de
transformation des thermoplastiques.
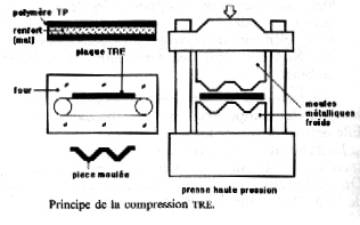
On utilise une plaque de TRE. La plaque
est ramollie dans un four (Ľ 200įC) puis
pressťe dans un outillage mťtallique : moule ę poinÁon-matrice Ľ,
refroidi pour figer la piŤce en forme.
La transformation s’effectue par
fluage (sous 100 ŗ 200 bars)en phase solide (pas de passage ŗ l’ťtat fondu, ce qui
rťduit le temps de cycle).
On peut rťaliser soit un simple
emboutissage (ťpaisseurs sensiblement constantes), soit un vťritable estampage (formes
complexes et possibilitť de nervures). Cycle de fabrication Ľ 1 minute.
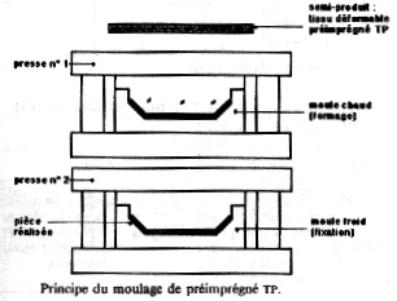
La plaque de TRE est pressťe successivement dans un moule
chaud (phase de formage), puis dans un moule froid (phase de fixation). Applications
possible dans les annťes ŗ venir dans le secteur de l’aťronautique.
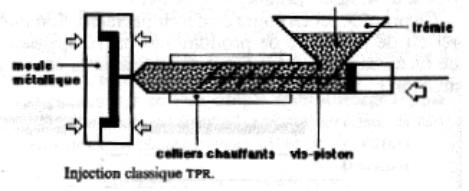
Les granulťs de TPR sont plastifiťs ŗ chaud (200 ŗ
300įC), la matiŤre est ensuite poussťe sous forte pression (300 ŗ 1000 bars) dans un
moule mťtallique en deux parties, qui est refroidi pour fixer la matiŤre en forme. Le
cycle de fabrication est d’environ 1 minute maximum, 10 ŗ 30 seconde pour les
petites piŤces.

Les pressions ŗ injecter sont les
mÍmes que pour la transformation des matiŤres plastiques. Le moule est refroidit par
circulation d’eau pour fixer la forme moulťe. Il est parfois chauffť (en fonction
du polymŤre choisi), mais sa tempťrature reste trŤs infťrieure ŗ celle des organes de
plastification de la presse.
Applications
types :
 Petites piŤces ŗ fonction mťcaniques dans
l’automobile, l’ťlectromťnager, les articles de sports…, Petites piŤces ŗ fonction mťcaniques dans
l’automobile, l’ťlectromťnager, les articles de sports…,
Quelques grosses piŤces autoportantes (carter,
palettes)…
Les thermoplastiques pallient les nombreux inconvťnients des
thermodurcissables en offrant les avantages suivants :
Poids spťcifique rťduit,
formulation simple (prÍt ŗ l’emploi),
stockage et conservation ę illimitťe Ľ,
cycle de transformation plus rapide et absence
d’ťbavurage,
recyclabilitť,
pas de rťactions chimiques, ni d’ťmission de
vapeur lors de la transformation,
tenues aux chocs et ŗ l’impact amťliorťes.
La difficultť rťside dans
l’accrochage du polymŤre qui se prťsente ŗ l’ťtat solide, sur le renfort. Le
problŤme est rťsolu pour les polymŤres solubles (cas du PEEK et PEI), et peut
l’Ítre par diverses autres astuces (ťlectrostatique, fusion, tissage …).
Page prťcťdente
- Page suivante
|