5. Applications.
Le potentiel des plastiques dans l'automobile est exploité
depuis de longues années. Ce sont les petites pičces de l'habitacle qui, les premičres,
ont adopté ces matičres. Mais les applications les plus spectaculaires ont débuté en
carrosserie. Tout d'abord réservées aux véhicules produits ŕ faible cadence, ces
carrosseries en composite ont depuis les années soixante été choisies ŕ cause de leur
faible investissement.
On citera entre autres :
 En France : les modčles Murena et Rancho de
Matra, les Alpine A310 puis A610 et espace de Renault, En France : les modčles Murena et Rancho de
Matra, les Alpine A310 puis A610 et espace de Renault,
En Grande Bretagne : le modčle Esprit de
Lotus,
Aux
USA : les modčles GM Corvette et Pontiac Fiero de Général Motors.
On pourra citer, plus récemment, deux nouveaux véhicules
qui, s'ils sont prévus pour de faibles cadences, font appel ŕ des technologies et des
matériaux adaptables ŕ des cadences plus élevées :
Les modčles BE 1 et Figaro de Nissan et le
cabriolet Z1 de BMW.
Mais les composites ne se sont pas cantonnés aux petites
séries et, en France, des véhicules de grande diffusion les ont utilisés, tels que :
La
Citroën DS en 1955 avec son pavillon en polyester renforcé de fibres de verre,
La Renault 5 en 1972 avec les premiers
boucliers en plastique (notons que, depuis le début des années 80, les pare-chocs tout
ou partie en plastique équipent la quasi-totalité de la production automobile mondiale),
La Citroën BX en 1982, équipée de trois
importants panneaux de carrosserie en matériaux composites ( le capot avant, le volet
arričre, les custodes latérales).
Si ces trois dates constituent des repčres dans
l'utilisation des plastiques en carrosserie automobile, les évolutions des matériaux ont
été constantes avec, tout d'abord, l'apparition et l'amélioration des matičres
thermodurcissables que sont les polyesters chargés de fibres de verre puis celle des
matičres thermoplastiques. Les caractéristiques de ces derničres sont de mieux en mieux
adaptées aux besoins de l'industrie automobile. Il en découle aujourd'hui une
compétition entre ces deux grandes familles.
Le développement des plastiques a été favorisé d'une part
, par de nouvelles contraintes extérieures, notamment :
le renchérissement de l'énergie, et des
carburants en particulier,
l’internationalisation du marché et la
compétition entre les différents constructeurs.
D'autre part, par les exigences du marché et des
utilisateurs :
l’esthétique, le confort, la sécurité,
la durée de vie de l'ordre de 10 ans dans des conditions climatiques
variées.
La prise en compte de tous ces facteurs impose une mutation
technologique dans le souci constant de réduction de poids et de coűt. Dans ce contexte,
les plastiques offrent cinq avantages majeurs :
une faible masse volumique,
la durabilité : absence de corrosion et résistance au choc,
une plus grande liberté de forme,
une facilité d'intégration de fonctions,
des niveaux d'investissement moins élevés, facilitant des renouvellements
de forme plus
fréquents.
Il faut veiller néanmoins aux dérives de coűt, ce qui est
rendu plus aisé par de nouvelles conceptions technologiques permettant de regrouper
plusieurs fonctions dans la męme pičce, avec pour conséquence une réduction du nombre
de pičces unitaires et du nombre d'opérations d'assemblage (une automobile comporte
environ 15000 pičces).
Aprčs une belle percée, jusqu'ŕ représenter 10 ŕ 12 % du
poids moyen des véhicules, avec quelques pics sur l'Espace de Renault, les plastiques
semblaient arrivés ŕ un palier. Impensable, en effet, de modifier de fond en comble les
outils industriels des constructeurs pour passer le cap des grandes pičces sur des
véhicules de grande série. D'autant que des problčmes de résistance se posent toujours
pour les composants soumis ŕ de fortes contraintes mécaniques. Et pourtant, certains
évoquent aujourd'hui une part de 15% pour les plastiques dans les véhicules d'ici ŕ 5
ans.
Des ailes en noryl (thermoplastique) ont fait gagner 2 kg ŕ
Renault sur la Mégane Scénic. Dans ces nouvelles applications, les plastiques pourraient
bénéficier de l'engouement des consommateurs pour les véhicules niches. Sur les petites
séries les solutions plastiques composites sont plus compétitives. La Smart compte ainsi
sept pičces de carrosserie en plastique, tandis que le futur Espace de Renault pourrait,
lui, revenir ŕ une carrosserie acier. En effet, sur de grandes séries, les aciers ont
amélioré leur offre et reviennent dans la compétition. C’est donc au cas par cas
qu’il faut juger une application
En 1994, les polymčres (plastiques
et caoutchoucs confondus) constituent en moyenne 16 ŕ 17 % de la masse totale d'une
voiture Peugeot ou Citroën.
Ces chiffres sont issus des
campagnes de désassemblage par PSA sur le site
d'ECOVAL ŕ St Pierre de Chandieu (69). Les pesées ont été réalisées ŕ 50g
prčs.
On pensait au début des années 80, pouvoir réaliser des
carrosseries d'automobiles de grandes séries "tout composites" pour l'an 2000.
Mais la révolution de la productique et l'impératif écologique ont retardé ce projet.
Les métallurgistes ont trčs bien su adapter la révolution industrielle de la
productique ŕ la fabrication d'une voiture. Aujourd'hui, la réalisation de celle-ci est
entičrement automatisée depuis la bobine de tôle jusqu'ŕ la coque en blanc (découpe
des flans, emboutissage et soudure par point). Sauf en cas d'incident, les ouvriers ne
participent plus ŕ ces étapes. De ce point de vue, il reste encore beaucoup de progrčs
ŕ faire du côté des plastiques. Mais l'avenir est prometteur. En effet, dans le cas de
la tôle d'acier, on procčde par reprises, alors que le moulage des plastiques ou
composites permet d'obtenir, en une seule opération, un produit fini multifonctions.
Il y a deux façons de concevoir la voiture tout composites :
Garder l'architecture actuelle et remplacer les différents matériaux
utilisés,
Revoir
complčtement notre conception de l'automobile et raisonner en terme de fonctions ŕ
réaliser (utilisation optimale des propriétés des plastiques).
Il est certaines caractéristiques
de rigidité et de résistance ŕ l'élongation auxquels les plastiques ne pourront jamais
prétendre (ŕ moins de recourir ŕ des composites hors de prix). Les métaux restent lŕ,
insubstituables. Quand l'acier est jugé trop lourd, des alliages légers entrent en lice.
Mais en męme temps, il y a dans ces męmes structures des fonctions (aspect, absorption
d'énergie, intégrations d'éléments annexes) qui peuvent ętre bien mieux assurés par
des plastiques : donc pourquoi ne pas lier les deux matériaux ? Cette technologie hybride
est d'ores et déjŕ mise en application pour des supports de tableaux de bord en
tubulures acier/Polyamide (General Motors) et pour des structures de sičges (Porsche).
Ce concept hybride paraît si
simple qu'on s'étonne qu'on n'y ait pas pensé plus tôt. Il est vrai, les solutions
multi-matériaux ont aujourd'hui mauvaise presse, pour des raisons prétendument liées au
recyclage. C'est oublier qu'il est bien plus facile de séparer un métal d'un plastique
que deux plastiques différents.
Mais cette question pose aussi, une
fois de plus, le problčme de la structure de décision chez les concepteurs et les
prescripteurs.
Cette technique a du mal ŕ passer
parce qu'elle rompt avec les habitudes des bureaux d'études, qui raisonnent en tout ou
rien, tout métal ou tout plastique.
La construction hybride métal
plastique ouvre les portes ŕ l'innovation tant au niveau style que fabrication en terme
de couleur ou de surface de finition. En général, cette technologie est applicable lŕ
oů une simple feuille d'acier aurait besoin d'ętre renforcée ou équipée de nombreuses
fonctions. C'est le cas dans l'automobile pour la planche de bord.
Cette technologie permet de
réduire le nombre de composants, elle facilite l'assemblage évitant ainsi tout rivetage
ou soudure. Cette simplification réduit également le poids de l'ensemble.
Mais malgré les exemples de
General Motors, cette technologie a du mal ŕ s'imposer dans l'automobile. Ainsi, dans le
cas de la planche de bord, les constructeurs restent ŕ la technologie classique: planche
en plastique vissée sur une poutre métallique. Cette poutre métallique constitue plus
de la moitié du poids de la planche de bord ; de plus, elle est trčs encombrante,
entraînant des difficultés d'implantation pour les autres constituants de l'automobile.
Ces éléments de haute qualité peuvent ętre produis ŕ une
échelle industrielle. Une tôle emboutie est placée dans un moule d'injection classique.
Durant le cycle d'injection, la matičre plastique s'écoule autour de parties
métalliques et pénčtre dans des trous de celles ci, formant ainsi des rivets.
Différentes formes de connexion métal/plastique existent.
 |
 |
La place des plastiques dans les pičces d'intérieur n'est
plus ŕ exposer mais les derničres applications qui laissaient encore une place aux
autres matériaux tendent ŕ disparaître. Ainsi les sičges arričre ou la banquette
pourraient bien évoluer petit ŕ petit vers des solutions composites renforcées. Le choc
bagage devient en effet trčs contraignant et pousse certains constructeurs comme Audi ŕ
adopter des structures thermoplastiques (TRE) de dossier. Sur leurs monospaces, les
Américains étudient de trčs prčs la solution assise composite avec fibres orientées
pour servir notamment de point d'attache de la ceinture centrale. Ils penchent parfois
pour une banquette "tout composite", męme si l'entretoise est presque
toujours... en acier.
Les Européens travaillent aussi sur des concepts hybrides
pour leurs structures de banquettes arričre, acier, composites, aluminium et magnésium
se męlant souvent par paires. C'est notamment le cas de la troisičme rangée de sičges
de la 406 familiale. Un tissage de fibres composites est l'unique soubassement de cette
banquette destinée ŕ accueillir deux enfants. Il vient s'accrocher sur le cadre acier et
assure les fonctions ressort et suspension. Une solution apparemment plus souple est
proposée par Delphi sur son sičge Optiride, avec soubassement en élastomčre.
L'équipementier indique que ses clients sont tentés de
rajouter une fine mousse sur ce treillis pour ne pas désorienter le consommateur final.
Pourtant, la fonction maintien est déjŕ assurée grâce ŕ un certain enfoncement dans
la nappe élastomérique, tandis que les phases "confort" puis
"suspension" sont programmables comme lors de la conception d'une assise en
mousse.
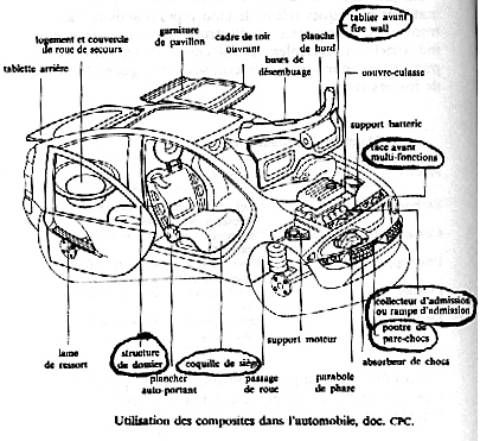
La face avant
intégrée sous forme d'un systčme a pu voir le jour grâce ŕ l'emploi des plastiques
techniques. La France a été pionnier en la matičre, ce qui permet aujourd'hui ŕ une
entreprise comme Ecia de décrocher de nombreux contrats dans le groupe VAG. Les américains se mettent aussi progressivement ŕ
cette technique en favorisant le SMC qu'ils connaissent bien (cas de la Ford Taurus),
tandis que d'autres préfčrent des thermoplastiques renforcés et s'appuyant sur un cadre
de tôle. Les modules de refroidissement retiennent ces męmes SMC ou thermoplastiques
alliés ŕ de la fibre de verre (PP et fibre de verre longue ou PA et fibre de verre
courte). L'évolution des cahiers des charges jouera certainement un grand rôle dans les
choix de matériaux. En effet, l'intégration pare-chocs, poutre de pare-chocs (pour les
petits chocs), support plastique de face avant et ses accessoires (GMV, radiateurs,
phares), et enfin cônes d'absorption d'énergie rattachés aux longerons, sera réalisée
par chaque constructeur en fonction de son approche des problčmes de choc et du rôle
joué par chaque élément dans ces différentes situations :chocs ŕ basse vitesse (4 ou
8 km/h), moyenne vitesse (15 km/h) et haute vitesse (56 km/h).
Pour gagner plus de
valeur ajoutée et devenir des acteurs incontournables sur les plateformes-moteurs, les
équipementiers électroniques ont donc décidé de réagir en proposant une intégration
des modules d'admission en s'appuyant sur les possibilités d'intégration offertes par
les plastiques. Magneti Marelli propose aujourd'hui un module compact comprenant filtre ŕ
air, conduits d'admission ŕ longueur variable, papillon d'admission, capteur d'air
massique, répartiteur, rail ŕ essence et injecteurs.
Pour couler conduits
d'admission et papillon de gaz dans le męme matériau, Mercedes quant ŕ lui a retenu le
magnésium sur sa famille de V6. Les quatre pičces trčs techniques composant ce module
sont impressionnantes de précision, mais Rover semble avoir été plus performant sur son
moteur K en retenant le plastique pour réaliser le papillon d'admission... et donc un
module d'admission tout plastique.
Pour le seul papillon
d'admission, le poids a pu ętre réduit de 40%, les coűts d'outillage de 65% et le
moindre nombre de pičces s'est ŕ nouveau traduit par une baisse de coűt de 65%. Le gain
de poids permet enfin de rendre moins susceptibles aux vibrations les papillons et
régulateur de ralenti.
Mercedes a dű
également appliquer un revętement sur les parois de son collecteur en magnésium. Les
plasturgistes profitent pour leur part des bonnes qualités de surface et de souplesse de
mise en œuvre des plastiques pour optimiser l'aérodynamique des conduits et créer,
grâce ŕ des vagues ŕ l'intérieur des conduits", un effet de résonance favorable
ŕ une légčre surpression de l'air ŕ l'admission.
Ces collecteurs
d'admission ne font parfois plus qu'un avec le couvercle de culasse, mais la distinction
des fonctions permet ŕ ce dernier d'adopter le renfort fibre de verre minéral, et
intégrer ainsi la fonction recyclage d'huile en plus de celle de support de filtre ŕ
air. Toutes ces fonctions faisant appel aux plastiques techniques évolueront en fonction
des contraintes thermiques imposées par les cahiers des charges, les thermoplastiques
risquant de devoir ętre remplacés par les thermodurcissables au-delŕ de 140°C.
Par contre, elles
profiteront des moyens de prototypage rapide qui évoluent en leur faveur. En effet, la
stéréolythographie peut maintenant travailler des "résines"polyamides, pour
obtenir des pičces prototypes aux tolérances toujours plus serrées et capables d'ętre
testées sur banc. Ceci permettra de réduire sensiblement les temps de cycle de
développement (itérations et validation).
Dans le compartiment
moteur, les élastomčres poursuivent leur mutation en s'adaptant ŕ des tolérances de
plus en plus draconiennes : le monde anglo-saxon parle ainsi de durée de vie de
véhicules de 15 ans et 150.000 miles, soit 242.000 km, auxquels les spécialistes des
élastomčres doivent pouvoir apporter des réponses fiables. Les durites doivent aussi se
fixer sur des supports pouvant atteindre 230°C, tandis que les joints entourant les
ouvrants doivent se faire de plus en minces et esthétiques tout en garantissant une
meilleure tenue au vieillissement et des réponses aux problčmes vibratoires.
Depuis des années, les designers
automobiles discutent des possibilités de fabriquer des vitres automobiles en plastique
ŕ la place du verre. Mais les vitres en plastique ont longtemps été considérées comme
un objectif impossible ŕ atteindre ŕ cause de leur faible résistance aux rayures. La
société BAYER a mis au point un vernis résistant aux rayures. Du coup, les
plasturgistes proposent des polycarbonates recouverts de ce vernis pour la réalisation de
vitres et de pare-brises.
Les raisons de cet
intéręt pour les vitres en polycarbonate sont multiples : la matičre est plus légčre,
offre une sécurité accrue de par sa résistance supérieure au verre et permet une plus
grande liberté de création. Nous l'avons vu, pour réduire la consommation des moteurs,
ŕ puissance égale, on doit diminuer la masse des véhicules.
5.3.5.1.
La réduction
des masses.
Or dans l'imaginaire de
certains designers, la vitre supplantera la tôle et permettra aux passagers une vue
intégrale du paysage. Mais une surface de verre plus grande augmente la masse du
véhicule, ce qui est en contradiction avec les efforts visant ŕ réduire la consommation
de carburant. Un changement de matériau de fabrication des vitres offre un grand
potentiel de réduction de masse. Si l'on remplace le verre feuilleté de sécurité d'une
épaisseur de 4 mm par du polycarbonate d'une épaisseur de 5 mm, la masse est réduite
passant de 10 kg/m2 ŕ 6 kg/ m2 . Pour une Mercedes de la série C ayant une surface de
4,5 m2, la masse du vitrage serait réduite d'environ 17 kg, soit de 40%. Cette
réduction, compte tenu de l'investissement, est énorme.

5.3.5.2.
La technique
vernis sur polycarbonate.
Les vernis enregistrent
des résultats un peu plus mauvais que le verre aux tests d'abrasion mais ceux ci restent
acceptables. Les vernis sont durcis thermiquement aprčs leur application sur les plaques
en polycarbonate. Pour que ce procédé se déroule aussi vite que possible et donc ŕ
moindre coűt, le fabricant utilise la température maximale pouvant ętre supportée par
le plastique sans déformation (de 130° ŕ 190° selon le type de polycarbonate).
5.3.5.3.
Une solution
intermédiaire le poly-verre feuilleté.
Le composite verre-carbonate constituera une autre possibilité de réduction du
poids du vitrage. Le poly-verre feuilleté est constitué d'une plaque en polycarbonate
sur laquelle sont collées de chaque côté deux minces vitres en verre d'une épaisseur
d'environ 0,5 mm. Cette combinaison permet d'allier les excellentes propriétés de
surface du verre ŕ la grande résilience du polycarbonate. Le poly-verre répond ainsi
aux exigences élevées demandées au vitrage voiture. Son poids d'environ 6,6 kg / m2
représente une réduction de prčs de 33 % par rapport au verre.
Mais ce produit ne sera
pas encore utilisé sur la prochaine vague de véhicules. Car s'il existe sous une forme
plate, il est encore en développement sur des vitres de grandes tailles et surtout, il
faudra encore attendre 4 ou 5 ans pour avoir des vitres cintrées.
5.3.5.4.
Les perspectives
pour cette matičre.
Les vitres de phares en
polycarbonate sur la Peugeot 406 et la Mercedes classe E. ont rencontré un vif succčs.
Il est donc évident que de nouveaux véhicules vont s'ouvrir ŕ ces matériaux. En effet,
l'exigence consistant ŕ réduire ŕ terme la consommation en carburant conduira ŕ
imposer les vitres légčres dans le secteur automobile. Les champs d'application et le
rapport qualité/prix détermineront quelle technologie sera privilégiée. Le
polycarbonate résistant aux rayures est en discussion pour les voitures de petites
tailles et les voitures électriques. Chez Mercedes, on pense utiliser une combinaison de
ces deux techniques pour les automobiles de haut de gamme. Ils emploieraient le
polycarbonate résistant aux rayures pour la lunette arričre et le toit ouvrant, et du
poly-verre pour le pare-brise, plus fortement sollicité. Les possibilités de recyclage
et d'élimination joueront également un grand rôle au niveau de ces réflexions.
Le vitrage automobile
du futur assurera bien plus de fonctions que l’intégration du chauffage de lunette
arričre et de l’antenne radio. Le dégivrage du pare brise ou la coloration, prévue
pour empęcher le réchauffement de la voiture en cas de fort ensoleillement sont
aujourd’hui des fonctions usuelles.
Dans un avenir proche,
des substances élčctrochromes assombriront la vitre en cas de mise sous tension et un
affichage dans la partie supérieure du pare-brise donnera des informations au conducteur
(itinéraire ŕ suivre…). Ceci sera un argument de plus car il participera pleinement
au confort du conducteur et ŕ sa sécurité.
5.3.6.1.
Un film dans le
moule pour remplacer la peinture.
Dčs le printemps
prochain, il y aura quelque chose de nouveau sur la Ford Taurus. ça se passera au niveau du support de calandre
mais ce sera presque indécelable pour le client. Cette pičce en polyoléfine sera en
effet revętue par un film préalablement installé dans le moule d'injection.
Développée par Visteon Automtive Systems, ex-division des composants automobiles de Ford
(ŕ Milan, Michigan). Cette technique de revętement dans le moule qui remplacera
l'actuelle mise en peinture aprčs moulage serait enfin devenue reproductible.
Ceci sera un atout pour
les mouleurs qui n'ont pas d'installations de peinture. Il suffira de déposer dans leur
moule, avant injection, le film PVDF/acrylique de 0,058 cm d'épaisseur et d'injecter la
matičre plastique. Lorsque la pičce sortira du moule, elle sera recouverte de ce film
qui lui donnera l'aspect d'une pičce peinte.
5.3.6.2.
Plus aucun
déchet.
La technique de revętement dans le moule réglerait aussi
un autre problčme épineux : celui du traitement des déchets de peinture. Plus de
peinture, donc plus d'effluents. L'intéręt serait également de réduire le temps de
fabrication, qui pourrait par ailleurs se rapprocher de la ligne d'assemblage. Le
procédé serait męme supérieur ŕ la mise en peinture en terme d'aspect de surface
(sauf pour le brillant qui semble encore ŕ améliorer), de rétention de couleur et de
tenue ŕ l'abrasion. Visteon compte d'ailleurs bien ne pas se limiter aux supports de
calandre. Les enjoliveurs de roues, spoilers et autres pičces de peau pourraient bientôt
y passer.
Malgré tout, cette
technologie a un coűt et elle ne saurait concurrencer la matičre teintée dans la masse.
Son application sera appréciée pour les pičces de style qui,
pour des raisons marketing, devront avoir une apparence laquée.
Page précédente
- Page suivante
|